Выявление узких мест в производственной программе. Организация производственной деятельности механосборочного цеха Пример описания бизнес-процесса
Пример описания бизнес-процесса
Простой пример «бизнес-процесса» - приготовление бутерброда для завтрака. При выполнении описания процесса есть небольшие тонкости, которые желательно соблюдать. Познакомьтесь с описанием процесса приготовления бутерброда:
1. Приготовить компоненты;
2. Отрезать кусок батона ножом;
3. Намазать масло на кусок батона.
Описание строится из отдельных операций. Каждая операция заканчивается определенным продуктом (см. табл. 3 )
Таблица 3 - Пример описания бизнес-процесса
Требования к описанию процесса:
1. Описание процесса должно быть полным и кратким. Оно не должно быть слишком детальным, подробным. Так, например, не нужно включать в описание процесса действия типа «взять в руку нож», «отделить часть масла ножом».
2. Описание процесса должно быть последовательным, без пропусков важных элементов. Последовательность операций можно построить и проконтролировать с помощью вопроса «зачем?»
Например: «Приготовить компоненты» зачем? Чтобы «Отрезать кусок батона»
Зачем «Отрезать кусок батона»? Чтобы «Намазать масло на кусок батона».
3. Описание каждой операции процесса начинается с глагола в неопределенной форме «Приготовить…», «Отрезать…», «Намазать…».
Допускается использовать третью форму глагола: приготовляет, отрезает, намазывает.
По утверждению Г.С. Альтшуллера: «Узкое место» - это рабочее место, операция (функция, задача), иногда специалист, где требуются дополнительные затраты времени, усилий, финансов, материальных ресурсов. Особенность узкого места – его ощущают как неудобство, но мало кто задумывается над тем – какова причина, почему оно существует? Обнаружив такое место, можно сформулировать проблему, но более выгодно формулировать противоречие, как признак наличия будущего «сильного и красивого решения».
При описании бизнес-процессов все бизнес-процессы делят на четыре группы, каждая из которых обладает своими отличительными особенностями.
Рисунок 25 - Группы бизнес-процессов
К группе основных относят следующие бизнес-процессы:
1) процессы, создающие добавленную стоимость продукту, который производит компания;
2) процессы, создающие продукт, представляющий ценность для внешнего клиента;
3) процессы, прямой целью которых является получение доходов;
4) процессы, за которые внешний клиент готов платить деньги.
Отличительной особенностью основных процессов является то, что они прямым образом участвуют в реализации бизнес-направлений компании. В большинстве случаев перечень основных бизнес-процессов представляет зеркальное отражение дерева бизнес-направлений компании. Помимо этого основные бизнес-процессы определяют доходы компании . Именно они определяют профиль бизнеса, именно они имеют стратегическое значение. Их ни в коем случае нельзя отдать на аутсорсинг, т. к. организация потеряет свою конкурентоспособность. Именно эти процессы конкурентоспособная компания должна уметь выполнять лучше других в своей отрасли. По мере функционирования компании основные бизнес-процессы развиваются или умирают в зависимости от востребованности рынка и стратегии компании.
Таблица 4 - Характеристики основных бизнес-процессов
Пример основных процессов верхнего уровня для компании, производящей и продающей одежду и обувь представлен на рис.3 Материалы для производства одежды и обуви используются одни и те же - кожа, ткани и т. д. Поэтому процесс «закупка материалов» будет единым для одежды и обуви: ведь закупается некоторое количество материалов, а потом они сортируются на производство одежды и обуви.

Рисунок 26 - Пример основных процессов верхнего уровня для компании, производящей одежду и обувь
Обеспечивающие бизнес-процессы. В отличие от основных, обеспечивающие бизнес-процессы имеют другие цели и предназначение. Если основные бизнес-процессы приносят деньги, производя продукт и удовлетворяя потребности клиента, то обеспечивающие процессы поддерживают инфраструктуру организации. Клиенты за них не готовы платить деньги, но эти процессы нужны для того, чтобы компания существовала. Клиентами обеспечивающих процессов обычно являются подразделения и сотрудники организации, которых при описании процессов называют внутренними клиентами. В качестве обеспечивающих рассматривают такие бизнес-процессы, как административно-хозяйственное обеспечение, обеспечение безопасности, юридическое обеспечение и т. д.
К обеспечивающим процессам относятся:
процессы, клиентами которых являются основные процессы, структурные подразделения и сотрудники организации;
процессы, которые поддерживают инфраструктуру организации.
Обеспечивающие бизнес-процессы могут производить продукты, которые годятся для продажи на внешнем рынке, но эти продукты не являются основными, они являются второстепенными, или побочным. Обеспечивающие бизнес-процессы не имеют стратегического значения. По мере функционирования компании может быть принято решение сделать побочный продукт основным. В этом случае обеспечивающий бизнес-процесс превращается в основной. Существует и противоположная перспектива - компания может отдать свой обеспечивающий бизнес-процесс на аутсорсинг, в случае если во внешней среде существуют другие организации, которые могут выполнить данный бизнес-процесс более дешево, быстро и качественно ввиду своей специализации и наличия большей компетенции и опыта.
Таблица 5 - Характеристики обеспечивающих бизнес-процессов
Процессы управления также являются обеспечивающими. Они не нужны для внешнего клиента, но они нужны для менеджмента компании, потому что именно эти процессы позволяют управлять компанией, обеспечивая ее выживание, конкурентоспособность и развитие.
К группе управленческих относят следующие бизнес-процессы:
1) процессы, которые обеспечивают выживание, конкурентоспособность и развитие организации и регулируют ее текущую деятельность;
2) процессы, прямой целью которых является управление деятельностью организации.
Отличительными особенностями процессов управления является их типовая структура. Различие между управленческими процессами определяется спецификой объектов управления, которыми они управляют. Например, бизнес-процесс «Управление финансами» управляет объектом «деньги», бизнес-процесс «Управление маркетингом» - объектом «клиент», бизнес-процесс «Управление персоналом» - объектом «персонал» и т. д.
Таблица 7 - Характеристики бизнес-процессов управления

Рисунок 27 - Типовая структура бизнес-процессов управления
Любой управленческий процесс ложится на эту схему. Если взять процесс «Бюджетирование», то этап «Планирование» будет называться «Разработкой бюджетов», выходом которого будут финансовые и операционные бюджеты. Далее обеспечивается реализация бюджетов, осуществляется учет достигнутого и т. д. Если рассмотреть процесс «Стратегическое управление», то первый этап будет называться «Стратегическое планирование», выходом которого будет стратегический план.
Последняя группа бизнес-процессов, которую осталось рассмотреть, – это бизнес- процессы развития.
Бизнес-процессы развития представляют инвестиционные виды деятельности, где усилия прикладываются сегодня, а результаты получаются по прошествии определенного периода. Что такое проект? Проект - это процесс, который реализуется один раз, после чего он завершает свое существование. Ему на смену приходит новый проект, и эта ситуация повторяется многократно.
Таблица 8. Характеристики бизнес-процессов развития
Руководитель направления производственных решений, СофтБаланс
Автоматизированные системы посменного планирования в том виде, в котором мы видим их сейчас, берут свое начало в середине 70-х годов прошлого века, когда известный ученый, автор Теории ограничений Элияху Голдратт представил всему миру систему составления расписания производства в целом по предприятию (до того момента считалось, что это невозможно). Те принципы, которые были заложены Голдраттом, работают и сейчас, помогая заводам и фабрикам выстраивать процесс эффективного распределения загрузки производственных мощностей.
В настоящее время есть достаточно большое количество всевозможных систем посменного планирования, - но, несмотря на их разнообразие, нередко встречается ситуация, когда на предприятии либо вообще нет системы посменного планирования, либо она не выполняет своих функций и совершенно «оторвана от жизни».
Тем не менее, не стоит забывать, что любая автоматизированная система - это, прежде всего, инструмент для решения конкретных задач. Главной остается, все же, методология .
Рассмотрим основные проблемы, с которыми сталкиваются менеджеры, ответственные за управление производственным процессом, а также - роль и основные варианты автоматизации некоторых производственных процессов на цеховом и межцеховом уровне.
В статье упомянуты методы и принципы, наиболее эффективно применимые в дискретном производстве (в частности - в машиностроении и приборостроении), однако фундаментальные основы затрагивают любой вид производства, как цепочки взаимосвязанных процессов.
Борьба с просроченными заказами на производстве - пожалуй, основная проблема любого завода. «У нас слишком много заказов, поэтому мы не успеваем » - основное объяснение, которое можно слышать от менеджеров по производству. Так ли это? В большинстве случаев при детальном анализе бизнес-процессов того или иного производственного предприятия мы видим, что ключевая проблема - не в повышенной загрузке («коммерческий департамент заключил слишком много контрактов ») и не в автоматизированной системе (когда ее вообще нет или когда «система не работает »), а - в рациональном планировании производства до уровня конкретного станка .
«Узкие места» и их роль в рациональном планировании производства
Первый шаг в решении проблем пропускной способности производства - это найти «узкие места » (англ. - «bottleneck», дословно - «бутылочное горлышко»). Согласно Голдратту, под «узким местом» понимается рабочий центр (станок, рабочее место, линия), пропускная способность которого меньше или равна потребности в нем со стороны запросов рынка (выраженной, например, в объеме текущего портфеля заказов). В 90% производств есть такие рабочие центры. В зависимости от специфики той или иной отрасли, это могут быть как рабочие места ручной обработки, так и самые современные станки с ЧПУ.
Главный признак «узкого места» - это сравнительно большие очереди деталей и полуфабрикатов на входе станка или рабочего места. «Перед какими станками самая длинная очередь деталей и полуфабрикатов? На каком этапе производственного цикла наблюдается максимальное время пролеживания? Между какими точками маршрута наблюдается максимальный остаток незавершенного производства? » - ответив на эти вопросы, мы приблизимся к определению «узких мест» на производстве. Вычислив такие рабочие центры, можно приступать к следующему шагу - эффективному производственному менеджменту, основанному на посменном планировании «от узких мест» .
Минимизация - «узких мест» на производстве может обеспечиваться следующими организационными мероприятиями:
- Метод предварительного планирования
Пропускная способность всей производственной линии определяется пропускной способностью самого «медленного» рабочего центра в технологическом процессе. С точки зрения планирования загрузки производственных мощностей, это правило используется при так называемом предварительном планировании производства .
Основная задача данной методики - быстро оценить возможность производства того или иного объема продукции с минимальным количеством входных данных.
Суть метода - в определении загрузки всей производственной линии по анализу загрузки рабочих центров, относящихся к «узким местам». Такой расчет основывается только на одном показателе - производительность рабочего центра для той или иной номенклатуры готовой продукции . При этом не имеет значения, на каком этапе в производственный процесс включается «узкое место». Главное - чтобы технологический процесс включал данный рабочий центр.
Предварительный план производства требует минимум входных данных и рассчитывается относительно быстро (учитывая производительность современных систем автоматизации и при наличии входных данных - практически мгновенно). При применении на предприятии метода предварительного планирования схема иерархии планов производства может выглядеть следующим образом:
Рисунок 1.
Посменные планы формируются напрямую на основании объемно-календарного плана производства. Тем не менее, оценка исполнимости планов производства играет важную роль в принятии управленческих решений менеджеров по производству: данный метод позволяет обеспечить быструю обратную связь между бизнес-процессом составления общего плана производства и бизнес-процессом его размещения в расписании работы оборудования.
- Использование приоритетов заказов. Цветовая маркировка партий и штрихкодирование
Система приоритетов заказов применяется на производственных предприятиях различной специфики достаточно широко за счет своей эффективности и простоты. Цепочка действий по применению приоритетов заказов может выглядеть следующим образом:

Рисунок 2.
Приоритеты заказов, назначенные коммерческим отделом или начальником производства (в зависимости от специфики бизнес-процессов), - влияют на визуальную маркировку всех материалов и полуфабрикатов (деталей и сборочных единиц - ДСЕ), которая - в дальнейшем становится ориентиром - приоритетности обработки для рабочих на всем маршруте производства.
Другой аспект идентификации партий незавершенного производства (НЗП) - это штрихкодирование . Главная задача штрихкодирования партий НЗП - это автоматизация учета факта перемещения деталей, сборочных единиц и прочих полуфабрикатов по маршруту производства. Практика показывает снижение затрат на учет факта движения товарно-материальных ценностей (ТМЦ) по производству на десятки процентов. На сегодняшний день - учет факта движения ТМЦ посредством штрихкодирования партий - атрибут почти любого дискретного производства.
Ключевая идея реализации штрихкодирования в производстве - это использование данных посменного планирования для печати штрихкодов на этикетках, прикрепляемых непосредственно к деталям либо к производственной таре (в зависимости от вида производства). Сменное задание, полученное в результате посменного планирования, содержит всю необходимую информацию об изделии (полуфабрикате):
- код и наименование полуфабриката;
- код и наименование конечной продукции;
- номер и статус заказа;
- код подразделения и обрабатывающего рабочего центра;
- плановое время подачи на обрабатывающий рабочий центр.
Таким образом, при выпуске сменных заданий в системе посменного планирования (как правило - часть MES-системы, от англ. «Manufacturing Enterprise Solution»), оператор системы (или, как вариант, диспетчер) одновременно выпускает этикетки на продукцию, получаемую на конкретном рассматриваемом рабочем центре. По завершении изготовления деталей первого передела, этикетка крепится к детали, и все ее дальнейшие перемещения по маршруту производства отмечаются на рабочем месте учета движения материальных потоков, имеющем сканер штрихкода (СШК).
«У нас на производстве работает самое современное высокопроизводительное оборудование. Мы не можем работать быстрее. » - как правило, это не так. Часто, несмотря на высокую производительность в рамках одного станка, производительность всего предприятия может быть снижена неоптимальным использованием рабочего времени обслуживающего персонала.
По наиболее критичным участкам производства, как правило, обеспечивают такой график работы, при котором оборудование или рабочее место - используется непрерывно. Как правило, - данная мера является исключительно организационной, практически не затрагивая контур автоматизации (за исключением, возможно, автоматизированного учета незапланированных простоев). Следует отметить, что обеспечение непрерывности работы оборудования реализуется-не только путем круглосуточной работы, но и, например, разделением по времени переналадок и перерывов обслуживающего персонала. Таким же образом - исключается ситуация, когда оборудование простаивает между разными партиями деталей из-за того, что наладчики временно заняты другой работой.
Детальное посменное планирование. Общая концепция
Казалось бы, все вышесказанное - не более, чем констатация здравого смысла. Тем не менее, мы часто наблюдаем, как производство «захлебывается» в нарастающем потоке заказов. Даже несмотря на четкое понимание менеджментом того, какие рабочие центры производства являются «узкими местами», - этот факт мало учитывается при управлении производством и при планировании загрузки производственных мощностей.
Теперь рассмотрим - отражение подходов теории ограничений в современных системах автоматизации посменного планирования и управления производством на цеховом и межцеховом уровне. Итак, как было сказано выше, посменное планирование берет входные данные о планах выпуска из следующих источников:
- Объемно-календарные (стратегические) планы производства;
- План выпуска по заказам;
- Индивидуальные внеплановые выпуски продукции;
При планировании могут быть учтены результаты предварительного планирования, о котором также было сказано выше. Однако все виды планирования, выполняемые до посменного планирования содержат информацию только об объеме и составе выпускаемой продукции. Для посменного планирования необходимы также другие минимально необходимые составляющие - это график работы оборудования и рабочих центров , а также нормативная база (или -нормативно-справочная информация, НСИ).
НСИ для посменного планирования состоит из двух разделов:
- Нормативный состав изделия;
- Технология изготовления.
Нормативный состав изделия - это дерево вложенных спецификаций (для многопередельного производства), содержащее информацию о составе готового изделия и всех его узлов вплоть до каждого материала. Технология изготовления - это набор технологических карт производства, элементарными частями которых являются технологические операции . Ключевым показателем здесь является норматив выполнения операции (время в секундах, требуемое для совершения одной операции того или иного вида). Примечание: некоторые эксперты в области автоматизации посменного планирования считают, что построению эффективной системы планирования производства часто мешает отсутствие тщательно выверенной базы нормативов выполнения производственных операций. Однако следует помнить, что наиболее критично иметь точные нормативы только по «узким местам».
Помимо данных планов, графика работы оборудования и НСИ, современная система посменного планирования также использует в качестве входной информации время переналадки и учитывает плановых ремонтов и обслуживания. Общая схема входной информации, используемой системой посменного планирования, представлена ниже:

Рисунок 3
Общий алгоритм формирования посменных планов
Большинство современных систем посменного планирования так или иначе основывается, или, по крайней мере, учитывает теорию ограничений Голдратта, которая привносит ряд критериев оптимизации посменного плана . Задача алгоритма планирования - составить план работы оборудования, а также план потребностей в материалах в краткосрочном периоде (горизонт планирования - месяц, неделя, сутки). Критерии оптимизации в данном случае являются дополнительными ограничителями всех возможных вариантов построения производственной программы (плана производства по сменам). Существует две основных группы критериев оптимизации:
- Критерии оптимизации распределения загрузки рабочих центров;
- Критерии выбора порядка исполнения технологических операций;
Обе группы критериев могут быть произвольно скомбинированы для различных рабочих центров, подразделений, а также для предприятия (цеха, завода) в целом.
Критерии оптимизации распределения загрузки рабочих центров определяют правила выбора, в какой момент и на какой рабочий центр должен быть передан тот или иной материал/полуфабрикат. Существуют следующие основные критерии оптимизации:
- Максимальная мощность грузопотока (объем перерабатываемых ТМЦ в единицу времени в натуральных показателях).
- Минимизация времени переналадки.
- Минимизация времени транспортировки (между рабочими центрами и подразделениями).
- По приоритетам заказов.
Критерии выбора порядка исполнения технологических операций позволяют автоматически определять последовательность технологических операций в пределах очереди технологических операций на одном рабочем центре. Классически выделяются следующие правила распределение операций в очереди одного рабочего центра:
- FCFS (first come, first served - «первой поступила, первой обслужена»);
- LCFS (last come, first served - «последней поступила, первой обслужена»);
- SPT (shortest processing time - выбор в первую очередь коротких операций);
- LPT (longest processing time - выбор в первую очередь длительных операций);
- STPT (shortest total processing time remaining - выбор операций в порядке, обратном оставшемуся времени исполнения маршрута);
- EDD (earliest due date - выбор операции с наиболее ранним сроком выполнения);
- STR/OP (slack time remaining per operation - первыми выполняются операции маршрутов с наименьшим запасом времени в расчете на одну операцию);
- CR (critical ratio - первыми выполняются операции маршрутов с наименьшим критическим отношением, рассчитываемым по формуле:
ВремяДоЗавершенияМаршрута / ДлительностьОперацийМаршрута)
Как видно из списка критериев оптимизации, современные системы автоматизации позволяют решать задачи посменного планирования достаточно гибко, но при одном важном условии - при постановке задачи автоматизации посменного планирования крайне важно иметь прочную методологическую базу. В противном случае, наборы критериев оптимизации будут не более, чем «настройками программы, которая не работает ».
Помимо использования вышеупомянутых критериев оптимизации, современная система посменного планирования реализует второй цикл планирования «от узких мест»: непосредственно при посменном планировании система автоматически определяет список самых загруженных рабочих центров. В этом случае поиск «узких мест» система проводит уже не по критерию соотношения пропускной способности рабочего центра и запросов рынка, а по признакам «узкого места», т.е. - по статистике уровня НЗП, длине очереди и пр.
Заключение
Несмотря на развитие технологий, дискретное производство еще достаточно долго будет подчиняться принципам, открытым еще в 70-х годах прошлого века, поэтому методология управления системными процессами на производстве остается важнейшей базой для эффективного управления предприятием. Нехватка методологии (а как следствие - потребность в проведении управленческого консалтинга) особенно остро наблюдается на предприятиях среднего бизнеса - когда объемы производства уже внушительные, но компания еще не совершила «скачок» на новый уровень управления и автоматизации своих ключевых процессов - производства готовой продукции.
В данной статье тезисно приведены основные возможности систем посменного планирования (как правило - входящих в состав MES-систем) без привязки к конкретному разработчику или решению - для того, чтобы на уровне концепции показать важность подхода, как базы для автоматизации. Каким бы ни был объект автоматизации - сама система посменного планирования всегда остается инструментом в достижении конечной цели производственного предприятия. А конечная цель производственного предприятия - это приносить прибыль (Элияху Голдратт, бизнес-роман «Цель», 1984г.).
Сопоставление производственной мощности отдельных стадий удобно производить графически, путем построения диаграммы мощностей отдельных участков, цехов, называемой профиль производственной мощности . Такая диаграмма дает наглядное представление о соотношении производственных мощностей отдельных стадий, об узких местах производства и резервах (рис. IX.4). При выявлении пропорциональности мощностей по пределам производства целесообразно принимать мощность ведущего оборудования (участка, цеха), по которому установлена мощность всего объекта (или звена), за единицу (или 100%), а мощность всех остальных выражать в виде коэффициентов, исчисленных по отношению к этой базе.
В результате расчетов определяют степень загрузки наличного оборудования, узкие места производства, объекты для разработки оргтехмероприятий.
Экономичность применения прогрессивной системы объясняется тем, что при росте выпуска продукции постоянная часть цеховых расходов (отопление, освещение, содержание аппарата) остается почти без изменений, поэтому удельный вес этих расходов в расчете на изделие (прибор) уменьшается, что значительно снижает его себестоимость. Такая оплата труда разрешается директором предприятий временно только на узких местах производства.
Авторы предлагают единую для различных цехов методику расчета на ЭВМ производственных мощностей . Ее использование обеспечивает повышение точности и оперативности расчетов мощностей, позволяет своевременно выявить узкие места производства и планировать равномерную загрузку производственного оборудования.
Мероприятия по ликвидации узких мест производства.
Элементы а/Д " и а 1 "1 характеризуют мероприятия по ликвидации узких мест производства и соответствуют кодам седьмой графы формы 9А.
Элементы а/ Д"" и а/д"" заполняются программным путем при выдаче на печать формы 10А при ликвидации узких мест производства
Данные форм 13, 14 помогают лучше наметить мероприятия по ликвидации узких мест производства, определить затраты на их проведение. Они нацеливают на использование имеющихся на предприятии возможностей по увеличению выпускаемой продукции.
Нужно отметить, что информация может быть использована на всех уровнях управления производственно-хозяйственной деятельностью производственного объекта. В частности, она может быть использована для планирования объемов капитальных затрат на ликвидацию узких мест производства, для определения объектов размещения заказов на основные фонды и т. п..
Ликвидация узких мест производства может быть достигнута с помощью следующих мероприятий
Ликвидация узких мест производства имеет свои особенности и осуществляется по определенным правилам, обусловленным характером мероприятия.
Полученные по форме 10 результаты расчета анализируются, выявляются узкие места и намечаются организационно-технические мероприятия по их ликвидации, которые заносят в форму 9А (Основные мероприятия по ликвидации узких мест производства).
Данные массива формы 10 используются для определения коэффициента загрузки оборудования с учетом мероприятий по ликвидации узких мест производства и количества единиц излишнего (недостающего) оборудования. Из документов массива формы 10А выбираются последовательно все детали (изделия), обрабатываемые
При составлении краткосрочной производственной программы устанавливают количество и номенклатуру продукции и услуг. Для этого необходимо знать узкие места производства и сбыта
Опыт США XX в. наглядно показал, что глубинным инновационным мотором, стержнем самодвижения воспроизводства является опора на человека как производителя и потребителя всего доступного спектра материальных и духовных богатств. Американское хозяйство первым перешло к динамичной формуле вся совокупность деятельности - перспективные (инновационные) потребности. Последние представляют собой такие потребности, для удовлетворения которых в данный момент на рынке еще нет соответствующих продуктов или услуг. Они возникают в узких местах производства и потребления и служат ориентиром для выбора приоритетов инновационного развития.
Главным в подготовке данных отчетов является информирование менеджеров о случаях отклонений определенных результатов производства от плановых показателей . Тем самым бухгалтер-аналитик помогает осуществлять анализ производственных результатов и определять слабые места производства, не уделяя время тем операциям производственного процесса, которые выполняются в соответствии с планом, а концентрируя внимание руководства на узких местах производства.
Результаты поставленных задач кандидату предлагается сформулировать задачи, которые ставит перед ним должность, на которую он планируется в резерв. Степень пригодности кандидата на должность определяется степенью знания проблем и узких мест производства, а также умением видеть инновационные возможности производства. Анализ поставленных задач должны проводить опытные эксперты.
На выполнение этих заказов требуется использование 35 % мощностей предприятия, что не только превышает его максимальные возможности, но дополнительно загружает самое узкое место производства - механическую обработку деталей на металлорежущих станках , осуществляемую в условиях дефицита станочников.
На первом этапе, т. е. в период организационной подготовки , создают творческие группы, определяют программу и методику проведения работ . Второй этап включает сбор данных, характеризующих состояние организации труда на каждом производственном участке, их обработку и анализ, определение резервов. На этом этапе выявляют узкие места производства, устанавливают значимость и очередность разработки мероприятий.
Исходным пунктом рационализаторской деятельности является тематическое планирование. Тематический план по изобретательству и рационализации создается в ходе обсуждения узких мест производства. Для северного трубопроводного строительства тематический план обычно имеет следующие разделы работы по хозяйственному обустройству подготовительные и земляные работы погрузочно-разгрузочные и транспортные работы, работы по снегоборьбе сварочно-монтажные работы изоляционно-укладочные работы работы по балластировке и закреплению монтаж арматурных узлов, работы по продувке и испытанию ремонт техники прочие работы.
Как уже отмечалось, величина производственной мощности определяется на начало и конец рассчитываемого периода, в течение которого производительность труда , а следовательно, и трудоемкость изготовления изделий не остаются величиной постоянной . На конец рассчитываемого периода трудоемкость должна быть меньше, чем на начало. Следовательно, прогрессивная норма трудоемкости , закладываемая в расчет мощности на конец рассчитываемого периода, тоже должна быть меньше. Это снижение трудоемкости на запланированный коэффициент повышения производительности труда предусматривается по цехам, участкам и группам оборудования в соответствии с планом совершенствования конструкций изделий, технологических процессов и организации производства . Основное внимание при этом должно быть уделено разработке мероприятий по снижению трудоемкости на узких местах производства путем ужесточения норм трудоемкости по деталеопераци-ям, сдерживающим выпуск продукции.
Известный физик, доктор Элияху Голдратт обратил внимание Генеральных Директоров на интересный факт: как бы ни старались сотрудники, фирма не сможет произвести продукции больше, чем в состоянии обработать самый узкий участок или станок. Это следует из законов физики: сила потока определяется пропускной способностью самого узкого места. Отсюда напрашивается вывод: чтобы увеличить производительность всей компании, надо найти слабое звено и заставить его работать на полную мощность. В этом и состоит теория ограничений (ТОС) Элияху Голдратта. Расскажем, как это работает на производстве и в рознице.
Голдратт считает, что добиваться максимальной эффективности на каждом отдельно взятом участке рабочего процесса бесполезно - только расширение «узких мест» (или ограничений) даст настоящий прирост эффективности, потому что каждый час простоя «узкого места» (переналадка, ремонт, отсутствие сырья и полуфабрикатов на входе и т.д.) стоит столько же, сколько час простоя всего предприятия. А значит, «узкое место» должно работать на все 100%.
- Пути повышения экономической эффективности производства: три полезных совета
Наглядный пример: если завод за месяц делает 1000 корпусов для холодильников и 100 дверей, то его конечный результат - всего-навсего 100 готовых холодильников. Значит, «узким местом» является выпуск дверей, поскольку без их нужного количества в течение месяца 900 корпусов будут бесполезными. Следовательно, бессмысленно наращивать объемы и мощности на участках производства корпусов - результативность завода повысится только при увеличении выпуска дверей.
Чтобы добиться максимальной производительности «узкого места», Голдратт предлагает использовать свою пошаговую методику. Как она работает на практике в разных компаниях, он подробно разъясняет в своих книгах, написанных в форме производственных романов. Книги Голдратта переведены более чем на 30 языков и продолжают расходиться миллионными тиражами во всем мире, а также используются как учебники во многих бизнес-школах. Все бизнес-романы Голдратта - «Цель», «Дело не в везении», «Критическая цепь», «Выбор» и, наконец, - посвящены различным аспектам теории ограничений и стали бестселлерами.
«5 фокусирующих шагов ТОС»
Уникальность теории ограничений (ТОС) заключается в том, что она позволяет повысить эффективность работы компании почти без дополнительных инвестиций и расширения штата. Главное - правильно найти слабое звено или, как его называет Голдратт, ограничение. Ограничением на предприятии может быть не только медлительное или устаревшее оборудование, но и скудный ассортимент товаров, нерегулярное снабжение, низкий спрос на основную продукцию и услуги, работа в условиях постоянного цейтнота и т.д. Фактически ограничением по ТОС считается любое препятствие для наращивания выпуска готовой продукции (оказания услуг) и повышения прибыли. Голдратт предлагает пятишаговый алгоритм работы над ограничениями.
Шаг 1. Найти основное ограничение - «узкое место»
Для этого нужно провести «инвентаризацию» всех существующих проблем компании, проанализировать их видимые причины. Затем выделить ключевую проблему/противоречие/конфликт. Безошибочно опознать ее, по мнению Голдратта, можно так: это самый проблемный участок, перед которым скапливается самая большая гора незавершенной работы и который порождает наибольшее количество жалоб, конфликтов и авралов.
Шаг 2. Решить, как использовать ограничение с максимальной на данный момент отдачей
На этом этапе надо придумать, как исправить положение, чтобы слабое звено заработало на 100%. Может быть, необходимо изменить существующий процесс производства, или внести коррективы в алгоритм общения с клиентами, или установить новые правила работы на слабом участке и т.д.
Шаг 3. Привести все остальные рабочие процессы в соответствие с установленным ограничением
Голдратт считает, что не нужно беспокоиться об усовершенствовании других рабочих процессов (это не повлияет на общую эффективность), но необходимо гарантировать, что они работают синхронно с ограничивающим ресурсом, так чтобы он никогда не находился в простое. Для этого в теории ограничений используют технику «барабан-буфер-веревка».
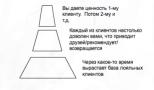
«Барабан» - это «узкое место», проблемный участок, задающий темп работы всей компании.
«Буфер» - определенное количество запасов, которое позволит не допускать ни длительного простоя, ни накапливания излишков. Буферные запасы необходимо тщательно планировать и контролировать. Для контроля используется «веревка».
«Веревка» - это сигнал, с помощью которого ограничивается непрерывное поступление материалов/товаров в систему. Она связывает «барабан», т.е. проблемный участок, с операцией подачи материалов, определяя скорость и объем потока. В качестве «веревки» можно использовать, к примеру, расписание работы станка, четкий график поставок или маркировку заказов определенным цветом: красный символизирует опоздание, желтый - следование графику «впритык», зеленый - наличие большого запаса времени. Это означает, что из всех заказов, поступающих на производственный участок, рабочие в первую очередь должны выполнять «красные», затем - «желтые» и в последнюю очередь - «зеленые».
Шаг 4. Увеличить мощность ограничения
После того как вы сделали все, что могли, чтобы добиться максимальной пропускной способности ограничения, можно вкладывать средства в повышение его мощности.
Шаг 5. Вернуться к шагу 1.
Процесс поиска слабых мест (ограничений) должен быть непрерывным. Ограничения есть всегда. Даже если вы провели прекрасные усовершенствования в производстве, ограничением может служить объем продаж, теперь уже не соответствующий возросшей мощности. Устранив одно ограничение, приступайте к следующему, советует Голдратт.
Как это работает: ТОС на производстве
Возможности применения ТОС на производстве иллюстрирует реальный пример из практики российских компаний.
ОАО «Полюс» - завод - производитель холодильных шкафов и камер для торговли и общепита, построенный в 1991 году. Технологии производства были достаточно современными, но из-за плохой сборки конечные изделия получались не очень качественными. К тому же комбинат приобрел репутацию ненадежного поставщика. В результате продажи находились на низком уровне, и завод использовал лишь часть своей проектной мощности (мощности были загружены лишь на 5%).
Внедрение ТОС на «Полюсе» началось с поиска ограничений. Поскольку завод не мог обеспечить изготовление того количества холодильников, которое требовалось для выполнения всех заказов, основным ограничением, или «узким местом», являлось производство.
Шаг 1. Выявление ключевой проблемы. Экспериментальным путем было выяснено, что производственный процесс сильнее всего тормозится на сборочном конвейере. На «Полюсе» сборочный конвейер ежедневно простаивал в течение первых двух часов рабочего дня. Причина заключалась в заливочных машинах, которым требуется время для разогрева. В результате каждое утро рабочие включали машины и ждали, пока те будут готовы к работе. Затем производилась заливка корпусов для холодильников, и они поступали на конвейер, который до этого момента бездействовал. Кроме того, выяснилось, что люди, обслуживающие сборочный конвейер, приступают к работе не сразу, подолгу «раскачиваются», а в середине дня вся бригада в полном составе уходит на обед. Это тоже приводило к временны м потерям и простою конвейера.
Шаг 2. Поиск решения для использования «узкого места» с максимальной отдачей. На «Полюсе» было решено заготавливать корпуса холодильников с вечера и завозить их на конвейер до запуска. Таким образом, к началу работы сборочных бригад у последних все было под рукой. Реализация данной меры потребовала, чтобы примерно десять человек работали дополнительный час вечером и утром. Но связанные с этим дополнительные расходы на оплату труда оказались значительно меньше, чем вложения в приобретение нового заливочного оборудования, не требующего разогрева. Дополнительно был установлен жесткий временной контроль и введено правило, согласно которому сотрудники бригады могли уходить на обед не одновременно, а группами.
Шаг 3. Оптимизация работы «узкого места» (приведение остальных элементов системы в соответствие с ним). Оптимизировать работу сборочного конвейера удалось за счет его частичной разгрузки. Было принято решение некоторые детали собирать в другом цехе и привозить на конвейер уже готовыми. Это позволило сэкономить дополнительное время на сборку и увеличить ежедневный выпуск готовых холодильников.
Шаг 4. Расширение мощности, инвестиции в «узкое место».
На «Полюсе» было внедрено новое оборудование - пробивная машина с программным управлением, которая отличается высокоскоростным режимом работы и способностью обрабатывать заготовки с точностью, приближенной к идеальной. Ее использование позволило увеличить скорость и качество обработки деталей, что соответственно повысило пропускную способность конвейера. В результате общая производительность завода выросла сначала на 40%, а затем - на 70%. Повысить производительность на дополнительные 30% удалось за счет того, что было решено вместо шкафов-боттлеров для хранения напитков производить обычные холодильники. Хотя шкафы-боттлеры приносят вдвое больше прибыли, заготовки для них обрабатываются на пробивной машине в 20 раз дольше, чем заготовки для обычного холодильника. Таким образом, на обычных холодильниках компания в сумме зарабатывала в 10 раз больше, чем на боттлерах.
Шаг 5. Поиск следующего «узкого места» и дальнейшее улучшение всей системы. После увеличения мощности производства ограничением стал недостаточный объем продаж, так как теперь завод не просто выполнял все заказы, но изготавливал даже больше изделий, чем было востребовано покупателями. Справиться с рыночным ограничением также удалось с помощью метода «пяти шагов» за счет того, что была усовершенствована цепочка поставок, и «Полаир» стал предлагать дистрибьюторам более выгодные условия, чем предлагали другие производители.
Результаты внедрения ТОС: всего за два с небольшим года «Полюсу» благодаря ТОС удалось нарастить выпуск холодильных шкафов вчетверо (до 60 000 штук в год), выручку - с $20 млн до $70 млн при одновременном снижении запасов примерно в пять раз и сокращении срока поставок с двух месяцев до недели.
Сен 30th 14 11:37
Рассмотрим такой сценарий: вы владеете автотранспортной компанией, и недавно у вас возникла проблема в процессе доставки товара вашему клиенту. Нагрузка на заводе гладко распределена, но как только ваши грузовики прибывают на склад, отлаженной системе дистрибуции приходит конец. Грузовики обычно ждут от шести до восьми часов, прежде чем работники смогут разгрузить их. Каждую минуту, пока ваши грузовики простаивают, ваша компания теряет деньги. Вы решаете провести расследование, чтобы выяснить, почему грузовики вынуждены ждать, и вы обнаружите нечто удивительное: причина, по которой они ждут, заключается в том, что никто не уведомляет склад о прибытии фуры. В результате, когда грузовик прибывает на склад, вилочный погрузчик занят в другом здании. Поэтому ваш грузовик должен ждать, пока погрузчик не освободиться.
Теперь вы начинаете задаваться вопросом - почему никто не уведомляет склад о том, что грузовики находятся в пути. Вы исследуете все более подробно и узнаете, что человек, который оповещал склад, покинул компанию несколько месяцев назад, а задача не была переведена на другого сотрудника. Таким образом, вы, сделав один телефонный звонок и делегировав полномочия, решили проблему на складе.
Это узкое место было довольно легко исправить. Но вы никогда не обнаруживали узкое место в ваших бизнес-процессах? Их сложнее решить, т.к. их труднее идентифицировать.
Что такое узкое место или бутылочное горлышко?
Узкое место в процессе возникает, когда вход работает быстрее выхода. Термин сравнивает активы (информационные, материалы, изделия, человеко-часы) с водой. Когда вода выливается из бутылки, она должна пройти через горлышко бутылки. Чем шире горлышко, тем больше воды (вход / активы) можно вылить.
Есть два основных типа узких мест:
Краткосрочные узкие места, вызванные временными проблемами. Хорошим примером является ситуация, когда ключевые члены команды заболели или пошли в отпуск. Никто не обладает достаточной квалификацией, чтобы взять на себя его проекты, а это вызывает отставание в работе, продолжающееся до тех пор, пока он не вернется.
Долгосрочные узкие места. Они действуют постоянно. Примером может быть ситуация, когда отчетность компании откладывается каждый месяц, потому что только один человек может выполнить ряд трудоемких задач - и он не может даже начать, пока ему не дадут окончательные цифры за месяц.
Выявление и исправления узких мест - крайне важный процесс на предприятии, ведь они могут вызвать много проблем с точки зрения потерянного дохода, недовольных клиентов, потерянного времени, некачественной продукции или услуг, и высокого напряжения у членов команды.
Как выявить узкие места
Выявление узких мест в производстве, как правило, довольно легкий процесс - просто посмотрите на сборочную линию и определите где скапливается больше всего деталей. В бизнес-процессах СМК все сложнее. Начните с себя. Есть ли процедура или ситуация, которая регулярно провоцирует стрессовые ситуации? Эти дефекты могут стать важными показателями.
Например, представьте, что вы несете ответственность за рассмотрение доклада, который каждую неделю готовит ваш коллега. Как только вы закончите, вы отдаете отчет другому члену команды, который должен опубликовать его в интрасети компании. Однако, в связи с рабочей нагрузкой, доклад часто лежит на вашем столе нескольких часов, поэтому, человеку, размещающему его, приходится постоянно ходить и напоминать вам про него. Это провоцирует стресс для вас, а также для вашего коллеги. В этом случае, вы являетесь узким местом.
Вот некоторые другие признаки узких мест:
Длительное время ожидания. Например, ваша работа задерживается, потому что вы ждете продукта, отчета или получения дополнительной информации. Или материалы проходят длительный процесс согласования перед внедрением в производственный процесс. Накопившаяся работа, так же является признаком «бутылочного горлышка». Таким образом, система менеджмента предприятия находится под ударом.
Эти инструменты будут полезны для выявления узких мест:
1. Блок-схемы
Используйте блок-схему, чтобы определить узкие места. Технологические схемы разбивают систему, детализируя каждый шаг процесса, в удобном для восприятия схематичном виде. После того как вы наметите процесс, гораздо проще будет увидеть проблему. Сядьте и определите каждый шаг процесса, который нуждается в нормальном функционировании.
Например, в сценарии грузоперевозок, о котором мы упоминали ранее, блок-схема может выглядеть следующим образом:
Шаг 1 — Товары производятся на заводе.
Шаг 2 — Товары загружаются в фуру.
Шаг 3 — Склад уведомляется о времени прибытия грузовика.
Шаг 4 — Складское расписание вилочного погрузчика редактируется в соответствии со временем прибытия.
Шаг 5 — Грузовик прибывает на склад и незамедлительно начинается разгрузка.
В этом случае задержка произошла потому шаги 3 и 4 не проводились, и это привело к долгому ожиданию между шагами 2 и 5. Создание блок-схемы для исследования проблемы помог бы вам быстро увидеть, где происходит «излом» процесса.
Техника «5 почему»
Техника «5 почему» также поможет вам определить и разблокировать узкое место. Для начала, определите проблему, которую вы хотите решить. Затем, спросите себя, почему эта проблема возникает. Продолжайте спрашивать себя «Почему?» на каждом шаге, пока не дойдете до первопричины.
Давайте снова рассмотрим наш пример с грузоперевозками. Вернитесь к началу, и представьте, что вы понятия не имеете, почему грузовики задерживаются.
Проблема: Грузовики вынуждены ждать часами на складе.
Почему? Поскольку погрузчик не готов разгрузить транспорт, когда тот прибывает. Почему погрузчик не готов? Потому что есть только один погрузчик, и он используется для других вещей. Плюс к этому, склад не знает когда прибудет грузовик. Почему склад не знает о времени прибытия фур? Потому что никто не позвонил, чтобы сказать им. Почему же никто не звонит на склад? Поскольку сотрудник, занимающийся этим, уволился несколько месяцев назад, но никто не взял на себя эту обязанности.
И есть решение. Вы уже определили причину - отсутствие ответственного за оповещение склада. Легко исправить данную ситуацию, делегировав задачу кому-то еще. Определяя причины, вы можете ясно увидеть то, что вам нужно изменить, чтобы устранить проблему.
Как преодолеть препятствия
У вас есть два основных варианта разгрузки узкого горлышка:
Повысить эффективность.
Уменьшить вход в узкое горлышко.
В нашем примере о грузоперевозках, очевидным решением было повышение эффективность, путем уведомления склада о приезде грузовика. Сможете ли вы повысить эффективность в других ситуациях, во многом будет зависеть от характера соответствующего процесса.
Другой вариант - уменьшать вход, конечно, это может прозвучать глупо. Но если одна часть процесса имеет потенциал производить больше продукции, чем вам, в конечном счете, нужно, возможно стоит избавиться от этого процесса.
Например, камеры контроля скорости могут «поймать» большое количество водителей, которые превышают ограничение скорости. Тем не менее, любое нарушение скорости должен быть обработано, а это влечет за собой расход человеческих ресурсов. Камеры могут поймать гораздо больше водителей, чем отделы обработки может справиться. Так, многие камеры запрограммированы для идентификации только тех водителей, которые превышают скорость только на определенное число, или для работы только в определенное время суток или в определенные дни недели. В результате, количество входов в систему снижается до уровня, который может быть обработан.
Выводы
Узкие места могут вызывать серьезные проблемы для любой компании, и выявления причин их возникновения является критическим. Ищите типичных признаков узких мест, например, накопившаяся работа, ожидание (людей, материалов или документов), и высокого напряжения, относящиеся к задаче или к процессу. Чтобы убедиться, что вы определили причину, а не только один из эффектов, используйте блок-схема или технику «5 почему».
Чтобы исследовать балансировку процесса и решение проблемы узких мест более подробно, прочитайте книгу «Цель» Элияху M Голдратта и Джеффа Кокса.